
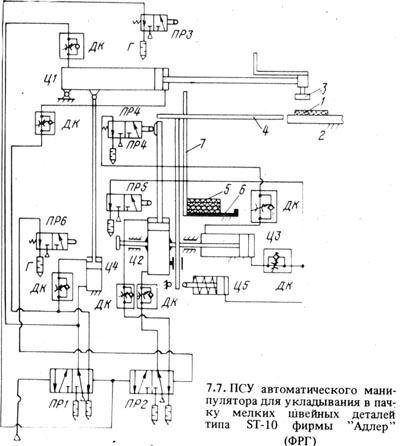
Автоматический манипулятор для укладывания в пачку мелких деталей типа 5Т- 10 фирмы "Адлер" (ФРГ) содержит следующие рабочие органы: транспортирующий узел, который выводит укладываемую деталь из рабочей зоны оборудования и доводит до позиции укладывания; полку, состоящую из стержней и имеющую возможность перемещаться в вертикальном и горизонтальном направлении; бункер, одна сторона которого выполнена из стержней (рис. 7.7.).
Работа манипулятора осуществляется следующим образом. Деталь 1, находящаяся на поверхности стола 2, прижимается прижимом 3 и перемещается пневмоцилиндром Ц1 на полку 4. Далее полка опускается пневмоцилиндром Ц2, пока ее стержни не лягут на верхнюю деталь пачки 5, находящейся в бункере 6. После этого полка 4 смещается влево, а лежащая на ней деталь задерживается стержнями 7 бункера б и остается лежать на пачке 5. Далее все механизмы возвращаются в исходное положение.
Пневматическая система автоматического манипулятора питается сжатым воздухом давлением 0,6 МПа, который соответствующим образом очищен, осушен и насыщен маслом. Система включает пять пневмоцилиндров Ц1-Ц5, два главных пневмораспределителя ПР1 и ПР2, четыре конечных выключателя ПРЗ-ПР6, а также дроссели с обратным каналом ДК и глушители Г.
Работает система управления следующим образом. После получения команды на начало цикла, которая поступает от технологического оборудования, переключается пневмораспределитель ПР1. Сжатый воздух поступает в штоковые полости пневмоцилиндров Ц1 и Ц4. Из-за разницы в объемах шток пневмоцилиндра Ц4 втягивается несколько быстрее, чем начинает движение шток пневмоцилиндра Ц1- Это вызывает опускание прижима 3 на деталь 1 и транспортирование детали вначале по поверхности стола 2, а затем по стержням полки 4. В конце хода поршня пневмоцилиндра Ц1 упор прижимает толкатель конечного выключателя ПРЗ. Сжатый воздух от конечного выключателя ПРЗ переключает оба главных пневмораспределителя (ПР1 и ПР2). Это вызывает, во-первых, возврат прижима 3 в исходное положение с помощью пневмоцилиндров ЦІ и Ц4, а во-вторых, втягивание штока пневмоцилиндра Ц2.
Полка 4 под действием силы тяжести опускается и ее стержни ложатся на пачку 5 уложенных деталей. Упор, находящийся на штоке пневмоцилиндра Ц2, в конце хода наезжает на толкатель конечного выключателя ПР5. Сжатый воздух с выхода, этого конечного выключателя поступает в бесштоковые полости пневмоцилиндров ЦЗ и Ц5, причем по следний срабатывает быстрее из-за разйицы в их объемах. Шток пневмо-цилиндра Ц5 фиксирует положение полки 4 по вертикали, а шток пнёвмо-цилиндра ЦЗ смещает пневмоцилиндр Ц2 и полку 4 по направляющим влево. Деталь задерживается стержнями 7 и остается лежать на пачке 5 деталей. В конце хода шток пневмоцилиндра ЦЗ нажимает на толкатель конечного выключателя ПР6, что вызывает переключение пневмораспределителя ПР2.
Шток пневмоцилиндра Ц2 начинает двигаться вверх и освобождает толкатель конечного выключателя ПР5. Шток пневмоцилиндра Ц5 втягивается под действием пружины, так как в его полость перестает поступать сжатый воздух. Шток пневмоцилиндра Ц2 поднимает полку 4 в крайнее верхнее положение и его упор наезжает на толкатель конечного выключателя ПР4. Сжатый воздух с выхода этого конечного выключателя поступает в штоковую полость пневмоцилиндра ЦЗ, и полка 4 занимает исходное положение. Автоматический манипулятор готов к повторению цикла.
В некоторых модификациях укладчика имеется механизм поворота прижима 3, который включается, если деталь 1 нужно развернуть на 90°. Механизм приводится в движение пневмоцилиндром с пружинным возвратом, работающим параллельно с пневмоцилиндрами Ц1 и Ц4. Таким образом, разворот детали 1 происходит во время ее транспортирования по поверхности стола 2.
 Все отрасли
Все отрасли Сельское хозяйство
Сельское хозяйство Продукты питания
Продукты питания Металлургия
Металлургия Строительство
Строительство Нефть, газ, топливо
Нефть, газ, топливо Химия
Химия Лес и деревообработка
Лес и деревообработка Техника и оборудование
Техника и оборудование Медицина
Медицина Легкая промышленность
Легкая промышленность Финансовый рынок
Финансовый рынок Недвижимость
Недвижимость IT и коммуникации
IT и коммуникации Транспорт и грузоперевозки
Транспорт и грузоперевозки Рынок услуг
Рынок услуг